
در حالی که فاکتور های زیادی روی نتیجه ماشینکاری فرز سی ان سی تاثیرگذار است اغلب زاویه شیار مته نادیده گرفته می شود. بسیاری از اپراتورها اندازه مته و جنس بکار گرفته شده در فرزکاری سی ان سی را در اولویت قرار میدهند و توجه چندانی به شیار مته ندارند. اما در مطالب قبلی گفتیم که برای بالا بردن بازدهی دستگاه فرز سی ان سی لازم است که خصوصیات ذاتی و آناتومی مته در نظر گرفته شود که میتواند نتیجه نهایی کار را تحت تاثیر قرار دهد.
اپراتورها و تکنسین ها معمولاً زاویه شیار مته را در دو گروه ۴۰ درجه یا بیشتر به عنوان زاویه تند و کمتر از ۴۰ درجه را بهعنوان زاویه کند در نظر میگیرند. ما هم به همین دلیل به بررسی این دو موضوع خواهیم پرداخت و نشان میدهیم که استفاده از هرکدام از آنها با چه مزایا و معایبی همراه است.
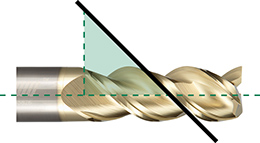
چرا زاویه شیار مته یک فاکتور تعیین کننده است؟
هنگام انتخاب ابزار برشی برای ماشینکاری سی ان سی باید موارد مختلفی مانند جنس به کار گرفته شده در بدنه مته و همچنین ابعاد ابزار و تعداد شیارهای آن در نظر گرفته شود. این در حالی است که زاویه شیار مته از این جهت اهمیت دارد که به تخلیه کارآمد تراشه در حین ماشینکاری کمک می کند و این به خودی خود میتواند منجر به کیفیت برش بالا و افزایش طول عمر ابزار و در نتیجه بالا رفتن بازدهی ماشین کاری می شود.
یک قاعده کلی در مورد افزایش زاویه شیار مته این است که هرچه این زاویه تند تر باشد امکان درگیری لبه های ابزار برشی با بدنه قطعه کار کاهش می یابد و این باعث می شود که تراشه های تولید شده پیچ خوردگی کمتری داشته باشند و دور کردن آنها از محیط کار آسان تر باشد. اما در طرف مقابل بالا بردن زاویه میتواند منجر به برشهای خشنتر شود و این برای کسانی که سرعت عمل را در اولویت قرار می دهند بهترین فاکتور ممکن است.
انتخاب زاویه های کمتر از ۴۰ درجه
نکته ابتدایی این است که شما برای فرزکاری سی ان سی به سراغ متههای با شیارهای پهنتر و زاویه های کوچک تر بروید. کسانی که این شیوه را انتخاب میکنند معمولاً هسته مرکزی ابزار قویتری در اختیار دارد و به همین دلیل احتمال کج شدن و انحراف مته بسیار کمتر است و تحت نیروی فشار خم میشود. ویژگی جالب دیگری که زاویه های کوچک در اختیار شما قرار می دهند این است که احتمال تکان خوردن میز کار به حداقل می رسد و این باعث می شود که ایمنی کارگاه بالاتر برود.
یکی از ویژگی های جالبی که انتخاب زاویه شیار مته کمتر از ۴۰ درجه به ما کمک میکند که تخلیه تراشه ها بهتر و بزرگ تر انجام شود. در حقیقت نحوه برشکاری با این ابزارها باعث میشود که تراشههای تولید شده بزرگتر باشند و این تخلیه کردن آنها در حین برشکاری ساده تر میشود و طبیعتاً میزان حرارت تولید شده هم کاهش می یابد.

ایراداتی که در زاویه کمتر از ۴۰ درجه وجود دارد
اگرچه کوچک انتخاب کردن زاویه برش باعث میشود که یک مارپیچ بزرگ از تراشه به وجود بیاید اما گاهی کوتاهی تکنسین باعث میشود که تخلیه تراشه به شکل مناسبی انجام نگیرد و تراشه ها مجدداً به سمت داخل حرکت کنند. این روند اگر به شکل درست مدیریت نشود باعث کاهش کیفیت برشکاری میشود و از طرف دیگر طول عمر ابزار برشی را هم کاهش می دهد.
یکی دیگر از ایراداتی که در بحث زاویه شیار مته کمتر از ۴۰ درجه وجود دارد این است که افزایش نیروی شعاعی باعث می شود که قسمت انتهایی مته با سرعت کمتری حرکت کند و این لازم است که نرخ آهسته تری برای فید آن انتخاب شود. این کار عملا سرعت برشکاری در پروژههای بزرگ را کم میکند و برای کسانی که سرعت تولید برای آنها در اولویت است یک امتیاز منفی محسوب می شود.
بالا بردن زاویه شیار مته به بیشتر از ۴۰ درجه
برخی از تکنسین ها برای فرزکاری و ماشینکاری cnc ترجیح میدهند که زاویه شیار را به بیشتر از ۴۰ درجه افزایش دهند و انتظار دارند که این موضوع به بالا رفتن کیفیت برش آنها کمک کند. اما طبیعی است که این تغییر زاویه هم با مزایا و هم با ایراداتی همراه است.
پایین آمدن نیروی شعاعی یکی از مهمترین مزایای این موضوع است که باعث عملکرد برشی بهتر و در نتیجه کاهش صدا در حین برشکاری میشود. این کار برای کسانی که به دنبال برشکاری دیواره های نازک هستند و انتظار ثبات بیشتری دارند بهترین انتخاب ممکن است.
تخلیه تراشه کارامد یکی دیگر از مزایای افزایش زاویه شیار مته می شود. در واقع افزایش زاویه مارپیچ باعث می شود که طول درگیری لبه های ابزار برشی کاهش یابد و نیروی محوری افزایش یابد. این روند در حین ماشینکاری منجر به حرکت تراش ها به سمت بیرون و خارج میشود و در نتیجه تخلیه کارآمد تراش انجام میشود.
در کنار این موارد نمی توانیم از کیفیت برش بالای این ابزار چشمپوشی کنیم. با وجود نیروی شعاعی پایین، ابزارهایی که مار پیچ های تند دارند می توانند عمل برش را به شکل بهتری انجام دهد و این باعث می شود که سطح برش نهایی کیفیت بسیار خوبی داشته باشد. البته طبیعی است که باید در کنار آن مسائل دیگری مانند نرخ فید و سرعت گردش اسپیندل را هم در نظر بگیریم تا همه فاکتورهای تاثیرگذار در کیفیت برش را بشناسیم.

ایرادات بالا بردن زاویه شیار مته
اینکه شما فکر کنید که با افزایش شیب مارپیچ بدنه مته می توانید نرخ تخلیه تراشه را افزایش دهید و از طرف دیگر کیفیت برش را هم بالا ببرید یک تصور اشتباه است. یکی از ایراداتی که به بحث زاویه شیار مته وارد است این است که این موضوع باعث نازک تر شدن دندانه ۰ ها و قسمت برش ابزار شده و این میتواند به ضعیف شدن آن منتج شود.
یکی دیگر از ایراداتی که نسبت به افزایش زاویه شیار مته وجود دارد این است که کوچکتر و نازکتر شدن دندانه ها خطر انحراف را افزایش میدهد. در واقع این تغییر ساختار باعث می شود که نیروی وارده به ابزار افزایش چشمگیری داشته باشد و این افزایش فشار منجر به خلق شدن ابزار برشی و کاهش کیفیت برش آن می شود.
در نهایت افزایش آمار عدم موفقیت ابزار برشی هم موضوع دیگری است که باید در نظر بگیریم. اگر ما به عنوان تکنسین در کنترل صحیح انحراف موفق عمل نکنیم به احتمال زیاد مته فرز سی ان سی خواهد شد و این باعث می شود که کیفیت برش کاری و ماشین کاری هم افت کند.
زاویه مته فرز سی ان سی یک تصمیم مهم در فرزکاری
به طور خلاصه یک تکنسین دستگاه سی ان سی باید هنگام انتخاب ابزار برشی برای هر عملیات فاکتورهای زیادی را در نظر بگیرد. در کنار موارد مهمی مانند کیفیت برش کاری و زمان اجرای پروژه، موارد جزئی تری مانند شیب زاویه مارپیچ در هر ابزار هم لازم است که در نظر گرفته شود.
هرچه زاویه شیار مته کوچکتر باشد امکان تشکیل تراشه های بزرگتر و افزایش استحکام ابزار وجود دارد و کاهش نیروی بالابری هم به دنبال دارد. در عین حال این شیوه برشکاری برای داشتن یک سطح عالی و بدون ایراد انتخاب خوبی نیست.
زاویه مارپیچ بزرگ تر را انتخاب می کنند می توانند امکان تخلیه تراشکار آمد و پایان کار عالی را برای خود فراهم کنند. اما باید این واقعیت را هم بپذیریم که قطعه کار آنها در معرض افزایش تغییر شکل می گیرد وعدم مدیریت صحیح ماشینکاری سی ان سی میتواند منجر به شکستن ابزار و کاهش طول عمر آن شود. در مطالب قبلی تلاش کردیم که موارد مختلفی در مورد آناتومی مته فرز سی ان سی معرفی کنیم تا کار انتخاب برای شما راحت تر باشد. پس حتما مطالب زیر را دنبال کنید تا به درک شما از این موضوع کمک کند:
- ماشینکاری فلزات نرم و اصولی که باید رعایت کنید
- واقعیت هایی که قبل از خرید فرز cnc کوچک باید به آنها توجه داشته باشید
- چگونه نهایت استفاده را از قابلیت دستگاه فرز سی ان سی ببریم؟
- برای بالا بردن کیفیت برش فرز سی ان سی چه کار کنیم؟
- مقایسه فرزکاری صعودی با فرزکاری معمولی و انتخاب بهترین شیوه ماشینکاری
- راهکارهای موثر برای کاهش تولید حرارت در دستگاه CNC
- راهکارهای افزایش طول عمر ابزار برش فرز CNC
- آناتومی مته فرز سی ان سی و ملاحظاتی که در هنگام انتخاب آنها باید داشته باشید
- ماشینکاری فلزات گرانبها و اصولی که باید در مورد آنها بدانید
- فاکتور مهمی که هنگام انتخاب ابزار برش دستگاه سی ان سی باید به آن توجه کنید
- ۸ اشتباهی که منجر به شکست مته فرز CNC می شود
- اگر در کار با فرز سی ان سی تازه کار هستید این موارد را باید رعایت کنید
منبع: harveyperformance