
کسانی که تجربه کار روی فلزات مختلف را دارند می دانند که ماشینکاری فلزات نرم نسبت به آلیاژهای دیگر پیچیدگی های خاص خود را دارد.این پیچیدگی به موارد مختلفی مربوط میشود که در وهله اول تغییر حالت و تغییر شکل فلز در اثر تولید حرارت اهمیت پیدا میکند.از طرف دیگر این فلزات هنگام برش حالت آدامسی و چسبناک پیدا میکند که تراشه آنها بسیار بلندتر شده و میتواند عمر ابزار برشی را به شدت کاهش دهد.
حالا برای کسانی که به فکر ماشینکاری روی فلزات نرم هستند در ادامه چند نکته خواهیم گفت که میتواند سرعت کار را بالا ببرد و بازدهی ابزارهای برشی را هم در سطح مطلوبی حفظ کند.
چرا ماشینکاری فلزات نرم پیچیده میشود؟
فلزات نرم و فلزات چسبنده چالشهای متعددی برای کارگاه ها ایجاد می کنند.این فلزات شامل فولادهای کم کربن،آلیاژهای نیکل،تیتانیوم،مس و سایر فلزات با محتوای کروم بالا هستند.معمولاً این فلزات چکش خواری بالایی دارند و به همین دلیل از لحاظ انعطاف پذیری نسبت به سایر آلیاژهای فلزی متفاوت هستند.این موضوع باعث میشود که برش دادن آن ها نیاز به انرژی زیادی نداشته باشد اما در عین حال شکستن و جدا کردن آنها سخت شود.
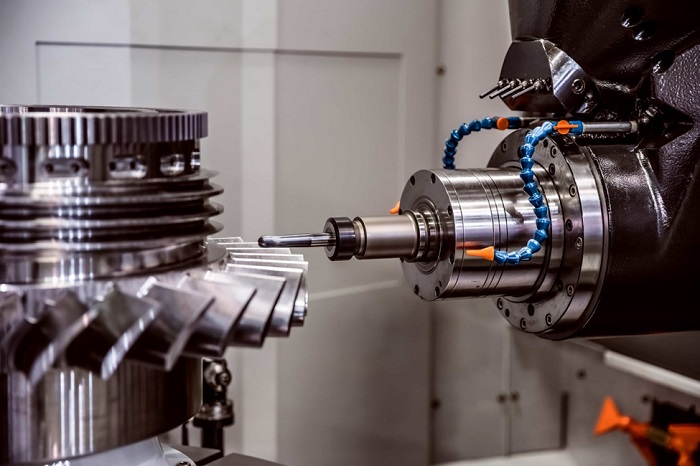
چیزی که ماشینکاری فلزات نرم و فلزات چسبنده را سخت میکند تولید تراشههای طولانی و رشتهای است که لبه های داخلی در قطعه کار ایجاد می کند.بنابراین وقتی که شما از دستگاه فرز سی ان سی برای برش کاری یا حکاکی این فلزات استفاده می کنید باید مراقب باشید که تراشههای ایجاد شده با حرکت ابزار برشی تداخل نداشته باشد و منجر به انحراف آن نشود.
از طرف دیگر نرم بودن این فلزات از لحاظ تولید حرارت در دستگاه های سی ان سی چالشبرانگیز است.در واقع تولید حرارت در این دستگاه ها باعث می شود که فلزات نرم حالت پذیر شوند و این برای کسانی که در حوزه های دقیق و حساس کارمیکنند چالش برانگیز شود.به همین دلیل در حین ماشینکاری فلزات نرم و رعایت موارد زیر در کیفیت برش تاثیر گذار است:

برشکاری به صورت غیر پیوسته و منقطع
اصولاً زمانیکه برشکاری و ماشینکاری به صورت پیوسته انجام می شود،تراشه های فلز همانند یک روبان پیچ خورده همزمان با ابزار برشی بالا می آیند و این باعث می شود که احتمال پیچیدن آنها به دوره مته فرز وجود داشته باشد.اگر حجم برشکاری کم باشد ضخامت تراشهها هم کمتر شده و طبیعی است که مشکل خاصی برای ابزار برشی و روند ماشینکاری ایجاد نمی کند.
اما اگر حجم ماشین کاری بالا برود،احتمال بروز مواردی مانند درجه حرارت بالا و فشار زیاد به همراه اصطکاک وجود دارد که میتواند منجر به نرم تر شدن فلزات و بلند تر شدن تراشه ها شود.در این گونه موارد بهتر است که ماشین کاری فلزات نرم به صورت غیر پیوسته و منقطع انجام شود.وقف های به وجود آمده در وهله اول منجر به خنک شدن ابزار برشی می شود و در کنار آن می توان اطمینان داشت که تراشه ها به اندازه کافی بلند نمی شوند.
استفاده از کولانت دستگاه سی ان سی در حین ماشینکاری فلزات نرم
استفاده از مایع خنک کننده دستگاه سی ان سی می تواند در حین کار روی مواد نرم به کنترل دما و تخلیه تراشه کمک کند.درجه حرارت بالا یک نیروی محرک بزرگ برای تشکیل تراشه های بلند و در نتیجه شکل پذیری آنهاست.در حقیقت هر چه دما بالاتر برود لبه داخلی آسانتر و سریعتر برش داده شده و این باعث می شود که تراش ها راحت تر تشکیل شوند.اما استفاده از کولانت دستگاه سی ان سی باعث میشود که دمای موضعی پایینتر بیاید و در نتیجه تراش ها کمتر تشکیل شوند.
با توجه به تنوع بالایی که در نوع کولانت دستگاه سی ان سی داریم و همچنین سیستم های متنوعی که برای تحویل ماده خنک کننده در نظر گرفته شده،می توان از آن به عنوان یک ابزار برای دور کردن تراشه ها از هم استفاده کرد.دستگاه هایی که از سیستم خنک کننده پاششی بهره میبرند میتوانند سیال خنک کننده را با شدت بالاتری به محل برش انتقال دهند و این باعث خورده شدن تلاشها به قطعات کوچکتر میشود.پس طبیعی است که در جریان ماشین کاری فلزات نرم وجود سیال خنک کننده در قسمت تماس ابزار با قطعه کار ضروری است.
تاثیر پارامترهای در حال اجرا برای برشکاری
یکی از حربه های مهمی که می تواند حجم تولید تراشه در جریان ماشین کاری فلزات نرم را به حداقل برساند این است که روش ماشین کاری را به شکلی انتخاب کنید که تماس موضعی کمتری به وجود بیاید.این شیوه برشی به حالتی گفته میشود که شما در جریان فرز کاری بیشتر از بدنه مته برای برش کاری استفاده کنید و نوک مته را کمتر درگیر کنید.
در حقیقت انجام این تکنیک باعث می شود که قسمت بدنه مته با سطح قطعه کار در ارتباط باشد و از این طریق بیشتر حرارت تولید شده به بدنه ابزار برشی انتقال داده شود.پس می توانیم انتظار داشته باشیم که حرارت کمتری به تراشه ها انتقال داده شده و در نتیجه تراشه ها کوتاه تر میشوند.ضمن اینکه این روش برشکاری باعث می شود که حرارت کمتری به قطعه کار انتقال داده شده و کیفیت برش هم افزایش می یابد.
استفاده از روش فرزکاری صعودی
در مطالب قبلی در مورد تفاوت روش ماشینکاری صعودی و روش ماشینکاری معمولی صحبت کردیم.روش ماشینکاری صعودی برای بالا بردن بازدهی برش و انتقال حرارت به بدنه تراشه بسیار مهم است و می تواند کیفیت برش را افزایش دهد.در واقع در این شیوه برشکاری از بزرگترین اندازه ممکن شروع می شود و در انتها به صفر می رسد.
این روش فرزکاری به ما اجازه میدهد که در یک مقطع مشخص اندازه تراشه را به صفر برسانیم و طبیعی است که اندازه تراشه ها از یک محدوده خاص بیشتر نمیشود.در طرف مقابل شرایط در این شیوه ماشینکاری به شکلی فراهم می شود که گرمای تولید شده بلافاصله به تراشه ها انتقال داده میشود و این کمترین تاثیر را روی ماشینکاری فلزات نرم دارد.البته در این بین باید موارد دیگری مانند نوع خنک کننده و شرایط ماشین کاری هم در نظر گرفته شود تا کیفیت برش بالا برود.
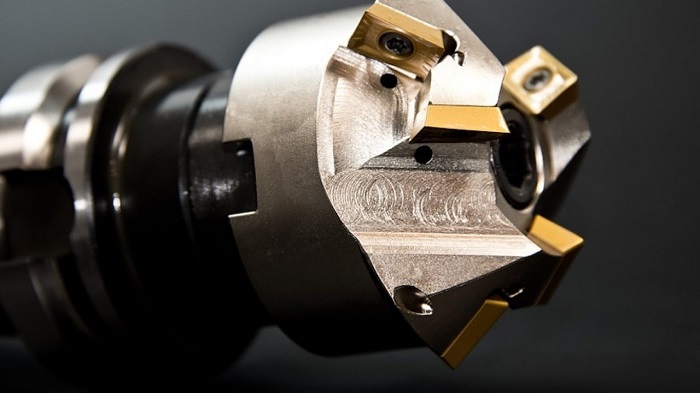
انتخاب ابزار برشی مناسب برای ماشینکاری فلزات نرم
به طور کلی بهترین انتخاب برای کار روی فلزات نرم افزارهایی با لبه برش تیز و محکم هستند.ابزارهای هلیکال به ابزارهایی گفته میشود که به طور خاص برای ماشینکاری روی تیتانیوم و استیل ضد زنگ طراحی شدهاند تا روند انتخاب ابزار آسانتر شود.
در ضمن انتخاب ابزار مناسب با روکش صحیح برای متریال های مختلف هم می تواند به کیفیت نهایی کار کمک کند.روکش استفاده شده در ابزار برشی از ایجاد تراشه های بلند و تولید حرارت در حین ماشینکاری جلوگیری می کند.پس لازم است که در ماشین کاری فلزات نرم به نوع روکش استفاده شده در ابزار برشی هم توجه کنیم.
در نهایت تعداد شیار استفاده شده در ابزار برشی هم میتواند روی انتخاب نهایی ما تاثیر گذار باشد.هرچه تعداد شیار مته بالاتر برود احتمال ساییدگی و فرسودگی لبههای قطعه کار افزایش مییابد آمار طول عمر ابزار برشی افزایش پیدا میکند.در ضمن بالا رفتن تعداد شیار میتواند تولید تراشه در حین ماشینکاری را کمتر کند و در نتیجه روند ماشینکاری به شکل بهتری به پایان برسد.
جمع بندی
با توجه به اینکه ویژگی ها و مشخصات فنی هرکدام از متریال ها با یکدیگر متفاوت است مطمئناً نحوه برشکاری و ماشینکاری آنها هم با یکدیگر تفاوت دارد.فلزات نرم در برابر برشکاری مقاوم نیستند و در عوض تراشه های بلند و چسبنده تولید می کنند.پس ما هم باید در حین برش کاری به سراغ روشهایی برویم که تولید تراشه به حداقل برسد و طول تراشه ها هم کوتاه شود.در این وضعیت ماشین کاری فلزات نرم آسان تر و با کیفیت تر انجام می شود.
در انتها توصیه می کنم که حتماً مطالب زیر را هم مطالعه کنید:
- واقعیت هایی که قبل از خرید فرز cnc کوچک باید به آنها توجه داشته باشید
- چگونه نهایت استفاده را از قابلیت دستگاه فرز سی ان سی ببریم؟
- برای بالا بردن کیفیت برش فرز سی ان سی چه کار کنیم؟
- مقایسه فرزکاری صعودی با فرزکاری معمولی و انتخاب بهترین شیوه ماشینکاری
- راهکارهای موثر برای کاهش تولید حرارت در دستگاه CNC
- راهکارهای افزایش طول عمر ابزار برش فرز CNC
- آناتومی مته فرز سی ان سی و ملاحظاتی که در هنگام انتخاب آنها باید داشته باشید
- ماشینکاری فلزات گرانبها و اصولی که باید در مورد آنها بدانید
- فاکتور مهمی که هنگام انتخاب ابزار برش دستگاه سی ان سی باید به آن توجه کنید
- ۸ اشتباهی که منجر به شکست مته فرز CNC می شود
- اگر در کار با فرز سی ان سی تازه کار هستید این موارد را باید رعایت کنید
- راهنمای خرید دستگاه cnc مینیاتوری
منبع: harveyperformance