
مطمئناً! من کد HTML متن شما را با بهینهسازی سئو، بهبود ساختار، و خوانایی بهتر بازنویسی میکنم. اصولی که در نظر گرفتم شامل استفاده صحیح از تگهای عنوان (h1، h2، h3)، استفاده مناسب از alt برای تصاویر، لینک داخلی به صورت متن غنی شده، و رعایت دستورات دسترسپذیری و سئو است.
در ادامه نسخهی بازنویسی شده و بهینهشده کد HTML شما:
“`html
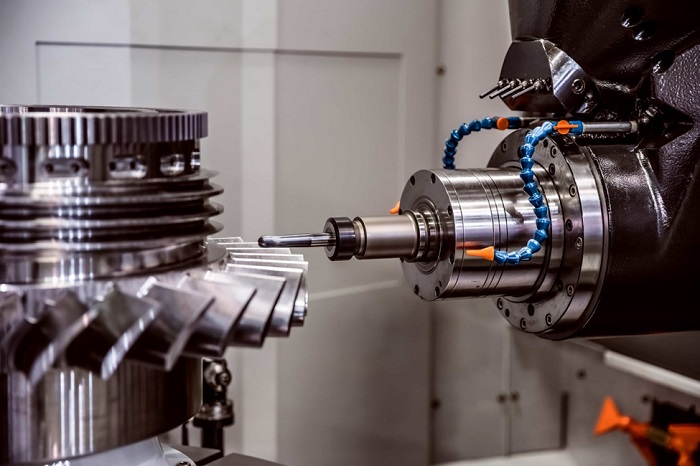
در حالی که فاکتورهای زیادی روی نتیجه ماشینکاری فرز CNC تاثیرگذار است، اغلب زاویه شیار مته نادیده گرفته میشود. بسیاری از اپراتورها اندازه مته و جنس به کار گرفته شده در فرزکاری CNC را در اولویت قرار میدهند و توجه چندانی به شیار مته ندارند. اما در مطالب قبلی گفتیم که برای بالا بردن بازدهی دستگاه فرز CNC لازم است که خصوصیات ذاتی و آناتومی مته در نظر گرفته شود که میتواند نتیجه نهایی کار را تحت تاثیر قرار دهد.
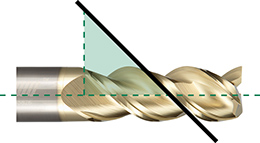
اپراتورها و تکنسینها معمولاً زاویه شیار مته را در دو گروه ۴۰ درجه یا بیشتر به عنوان زاویه تند و کمتر از ۴۰ درجه بهعنوان زاویه کند در نظر میگیرند. ما هم به همین دلیل به بررسی این دو موضوع میپردازیم و نشان میدهیم که استفاده از هرکدام با چه مزایا و معایبی همراه است.
چرا زاویه شیار مته یک فاکتور تعیینکننده است؟
هنگام انتخاب ابزار برشی برای ماشینکاری CNC باید موارد مختلفی مانند جنس به کار گرفته شده در بدنه مته، ابعاد ابزار و تعداد شیارهای آن در نظر گرفته شود. زاویه شیار مته اهمیت ویژهای دارد زیرا به تخلیه کارآمد تراشه در حین ماشینکاری کمک میکند که منجر به کیفیت برش بالا، افزایش طول عمر ابزار و در نتیجه بازدهی بیشتر ماشینکاری میشود.
قاعده کلی این است که هرچه زاویه شیار مته تندتر باشد، احتمال درگیری لبههای ابزار برشی با بدنه قطعه کار کاهش مییابد و تراشههای تولید شده پیچخوردگی کمتری دارند که این امر تخلیه آنها را آسانتر میکند. اما افزایش زاویه میتواند منجر به برشهای خشنتر شود که برای کسانی که سرعت عمل را در اولویت دارند، مزیت محسوب میشود.
انتخاب زاویههای کمتر از ۴۰ درجه
در فرزکاری CNC، استفاده از متههایی با شیارهای پهنتر و زاویههای کمتر از ۴۰ درجه معمول است. این ابزارها دارای هسته مرکزی قویتری هستند که احتمال کج شدن و انحراف مته را کاهش میدهد و در برابر نیروی فشار مقاومتر است. همچنین، این زاویهها باعث کاهش تکان خوردن میز کار و افزایش ایمنی محیط کاری میشوند.
ویژگی برجسته این زاویهها، تخلیه بهتر و بزرگتر تراشهها است. نحوه برش با این متهها باعث تولید تراشههای بزرگتر میشود که تخلیه آنها سادهتر بوده و حرارت تولید شده کاهش مییابد.

معایب زاویه کمتر از ۴۰ درجه
اگرچه زاویه کمتر از ۴۰ درجه باعث ایجاد تراشههای بزرگ میشود، اما در صورت مدیریت نامناسب، تراشهها ممکن است به داخل بازگردند که این امر کیفیت برش را کاهش داده و طول عمر ابزار را کاهش میدهد.
همچنین، افزایش نیروی شعاعی در این زاویهها منجر به کاهش سرعت حرکت انتهایی مته میشود و نرخ فید باید کاهش یابد. این موضوع باعث کاهش سرعت فرایند در پروژههای بزرگ شده و برای کسانی که سرعت تولید برایشان مهم است، نقطه منفی محسوب میشود.
زاویه شیار بیشتر از ۴۰ درجه
برخی تکنسینها ترجیح میدهند زاویه شیار مته را بیش از ۴۰ درجه افزایش دهند تا کیفیت برش را بهتر کنند. این کار مزایا و معایب خاص خود را دارد.
کاهش نیروی شعاعی یکی از مزایای این افزایش زاویه است که باعث عملکرد برشی بهتر و کاهش صدا هنگام برشکاری میشود. این روش برای برشکاری دیوارههای نازک و افزایش ثبات بهترین انتخاب است.
تخلیه تراشه کارآمد نیز از دیگر مزایا است؛ افزایش زاویه مارپیچ باعث کاهش طول درگیری لبههای ابزار و افزایش نیروی محوری میشود که تراشهها به سمت بیرون رانده میشوند و تخلیه بهبود مییابد.
علاوه بر این، کیفیت برش بالاتری نیز حاصل میشود، چرا که نیروی شعاعی پایینتر، برش بهتر و سطح نهایی با کیفیتتر را تضمین میکند. البته باید نرخ فید و سرعت گردش اسپیندل به دقت تنظیم شوند تا کیفیت بهینه حفظ شود.

معایب افزایش زاویه شیار مته
تصور اینکه با افزایش زاویه مارپیچ میتوان نرخ تخلیه تراشه و کیفیت برش را همزمان افزایش داد، نادرست است. افزایش زاویه منجر به نازکتر شدن دندانهها و قسمت برش ابزار میشود که مقاومت ابزار را کاهش میدهد.
همچنین، دندانههای نازکتر خطر انحراف را افزایش میدهند که منجر به افزایش نیروی وارد بر ابزار و احتمال شکست آن میشود و در نتیجه کیفیت برش کاهش مییابد.
در نهایت، افزایش آمار شکست ابزار نیز یکی از معایب این زاویهها است. کنترل دقیق انحراف برای جلوگیری از آسیب دیدن مته ضروری است، در غیر این صورت کیفیت و طول عمر ابزار به شدت کاهش مییابد.
زاویه شیار مته فرز CNC؛ تصمیمی مهم در فرزکاری
به طور خلاصه، تکنسین دستگاه CNC هنگام انتخاب ابزار برشی باید فاکتورهای متعددی را در نظر بگیرد. علاوه بر کیفیت برش و زمان اجرا، خصوصیات جزئی مانند زاویه شیار مته نیز اهمیت بالایی دارد.
زاویه شیار کمتر از ۴۰ درجه موجب ایجاد تراشههای بزرگتر و استحکام بیشتر ابزار میشود، اما برای داشتن سطح برش عالی مناسب نیست.
زاویه شیار بالاتر از ۴۰ درجه تخلیه تراشه کارآمدتر و کیفیت سطح برش بهتر فراهم میکند، اما خطر تغییر شکل قطعه و شکست ابزار افزایش مییابد.
در مطالب قبلی سعی کردیم آناتومی مته فرز CNC را معرفی کنیم تا انتخاب ابزار مناسب برای شما آسانتر شود. پیشنهاد میکنیم مطالب زیر را دنبال کنید تا درک بهتری از این موضوع داشته باشید:
- ماشینکاری فلزات نرم و اصولی که باید رعایت کنید
- واقعیتهایی که قبل از خرید فرز CNC کوچک باید به آنها توجه داشته باشید
- چگونه نهایت استفاده را از قابلیت دستگاه فرز CNC ببریم؟
- برای بالا بردن کیفیت برش فرز CNC چه کار کنیم؟
- مقایسه فرزکاری صعودی با فرزکاری معمولی و انتخاب بهترین شیوه ماشینکاری
- راهکارهای موثر برای کاهش تولید حرارت در دستگاه CNC
- راهکارهای افزایش طول عمر ابزار برش فرز CNC
- آناتومی مته فرز سی ان سی و ملاحظاتی که در هنگام انتخاب آنها باید داشته باشید
- ۸ اشتباهی که منجر به
“`