
فرزکاری صعودی و فرزکاری معمولی دو روش رایج برای ماشینکاری روی متریال های مختلف هستند که هر کدام از آنها ویژگی های متفاوتی دارند. تفاوت اصلی این دو روش در رابطه با جهت چرخش ابزار برشی با جهت فید است. در روش ماشینکاری معمولی، جهت چرخش ابزار برشی با جهت فید یکسان است. این در حالی است که جهت چرخش ابزار برشی در روش ماشینکاری صعودی نسبت به جهت فید متفاوت است.
فرزکاری معمولی یک روش سنتی در برش کاری محسوب می شود که در جریان آن حرکت پیچ و مهره به سمت پایین است فکاری صعودی به عنوان یک روش ارجح در ماشینکاری شناخته می شود که برای نزدیک شدن به قطعه کار شناخته می شوند و یکی از راهکارهای ایده آل برای فرزکاری با راندمان بالا و جلوگیری از تولید حرارت در حین ماشینکاری است.
حالا با در نظر گرفتن ویژگی های کلیدی هر کدام در ادامه به معرفی هر دو مورد خواهیم پرداخت و در انتها خواهیم گفت که هر کدام برای چه نوع ماشینکاری بهتر هستند.
فرزکاری صعودی به عنوان یک روش مدرن و بهینه
در روش فرزکاری صعودی میبینیم که بین جهت چرخش ابزار برشی و جهت عید تفاوت وجود دارد و این منجر به ایجاد چند ویژگی جالب توجه در آنها میشود. این ویژگی ها عبارتند از:
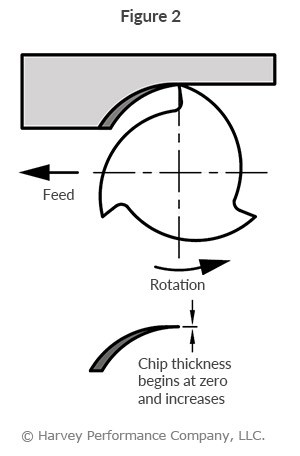
- عرض تراشه از حداکثر اندازه شروع میشود و به سمت صفر حرکت می کند، بنابراین گرمای تولید شده در حین ماشینکاری به تراشه منتقل شده و این در خنک شدن روند ماشینکاری تاثیر گذار است.
- در این شیوه تراشههای به وجود آمده از محل کار دور می شوند و این باعث می شود که ابزار کمتر کار کند و طول عمر آن افزایش یابد.
- با توجه به اینکه تراشه ها به سمت پشت ابزار برشی حرکت میکنند احتمال بازگشت مجدد آنها به محل برش کاری به حداقل میرسد
- نیروی وارده از طرف ابزار برشی به صورت رو به پایین در فرز افقی است و این به پایین نگه داشتن قطعه کار کمک می کند و در صورت همراهی با این نیرو به کار کمتری نیاز دارد.
- این شیوه برشکاری برای فرز افقی بهترین انتخاب ممکن است.
اگر به تصویر نشان داده شده برای فرزکاری صعودی توجه کنید می بینید که لبه ابزار برشی بیشترین فاصله ممکن را انتخاب میکند و با چرخش به کمترین اندازه می رسد. بنابراین عملاً حرارت تولید شده به تراشه انتقال داده میشود و ابزار برشی کمترین حرارت ممکن را تجربه میکند. این یعنی شما میتوانید بالاترین طول عمر ممکن را از مته فرز سی ان سی دریافت کنید.
فرزکاری معمولی به عنوان روش سنتی ماشینکاری
این روش فرزکاری از دیرباز در بین کارگاههای سی ان سی رواج داشته و معتقدند که این کار باعث می شود که سرعت برشکاری افزایش یابد. در چند سال اخیر ثابت شده که این روش استهلاک بسیار بالایی برای ابزار برشی دارد. اما در مورد ویژگی های اختصاصی روش فرزکاری معمولی می توان به موارد زیر اشاره کرد:
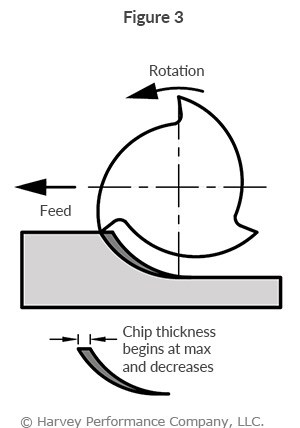
- عرض تراشه از صفر شروع میشود و افزایش مییابد که منجر به انتشار بیشتر گرما در قطعه کار شده و این باعث سخت شدن کار می شود
- ابزار در ابتدای برش بیشترین ساییدگی را تجربه می کند که این باعث افزایش سرعت استهلاک آن شده و در نهایت طول عمر ابزار برشی را کاهش میدهد.
- تراشه ها به وسیله دندانه های مته به سمت بالا حمل میشوند و احتمال قرار گرفتن آنها در جلوی برش وجود دارد. ادامه پیدا کردن این روند منجر به ایجاد خرابی و تراشیده شدن دوباره تراشه ها می شود.
- با توجه به اینکه نیروی وارد به سمت بالاست، امکان حرکت قطعه کار در فرز افقی وجود دارد و به همین دلیل باید از سیستم های پیچیده تری برای نگهداری قطعه کار استفاده شود.
به هنگام انتخاب فرزکاری کدام یک را انتخاب کنیم؟
به طور کلی فرزکاری صعودی بهترین روش برای ماشینکاری قطعات و تولید قطعات ماشین آلات مختلف است، زیرا هم فشار وارده به لبه ابزار برشی را کاهش میدهد، هم سطح بهتری از خود بر جای می گذارد و هم در افزایش طول عمر ابزار برشی تاثیر گذار است. این در حالی است که فرزکاری معمولی بیشتر برای کارهای عمقی و سوراخکاری استفاده میشود و به همین دلیل وارد آمدن فشار برای آن یک ضرورت است.
تجربه ما نشان داده که اگرچه فرزکاری صعودی یک راهکار ایدهآل و اصلی برای تولید قطعات ماشین آلات است، اما در برخی موارد فرزکاری معمولی در اولویت است. مثلاً اگر دستگاه شما با واکنش برگشتی مواجه نباشند، ماشینکاری معمولی برای برش دادن در حجم بالا انتخاب بهتری است و باعث می شود که ماشینکاری مورد نظر شما با سرعت بهتری انجام شود.
در ماشینکاری با راندمان بالا از کدام شیوه استفاده کنیم؟
در مطالب قبلی گفتیم که در هنگام انتخاب مته فرز سی ان سی و به منظور بالا بردن طول عمر آن باید از روش فرزکاری با راندمان بالا یا HEM استفاده کنیم. در این شیوه ماشین کاری باید تمامی اصول از جمله انتخاب سرعت و فید و همچنین مسیر گردش ابزار برشی به شکلی انتخاب شود که بالاترین میزان برش صورت گرفته و در عین حال حداقل فشار به ابزار برشی وارد شود.
علاوه بر مواردی مانند تعداد شیار ابزار برشی یا زاویه شیار آن، مسلما انتخاب روش فرزکاری هم در نتیجه نهایی تاثیر گذار است. به عنوان مثال، در فرزکاری صعودی شما هم می توانید میزان تولید حرارت را به حداقل برسانید و هم مطمئن شوید که بدنه ابزار برشی حداقل سائیدگی را خواهد داشت. این یعنی شما برای یک دوره زمانی بلندمدت از ابزار برشی استفاده می کنید و هزینه کلی کار شما کاهش پیدا میکند.
اما در برخی موارد ما با پدیده هایی مانند بازگشت تراشه به محیط کار مواجه نیستیم یا پروژه کلی ما شامل سوراخ کاری و حفاری روی قطعه کار است. در این جور مواقع سرعت انجام کار در اولویت است و از طرف دیگر احتمال آسیب دیدن مته فرز سی ان سی هم به حداقل میرسد. بنابراین طبیعی است که گزینه نهایی ما فرزکاری معمولی خواهد بود. پس به عنوان توصیه نهایی سعی کنید که شرایط پروژه را در انتخاب نوع ماشین کاری در نظر بگیرید و احتمال آسیب دیدن ابزار برشی و افزایش هزینه ها کم شود.
مطالب زیر هم در درک بیشتر شما نسبت به این موضوع کمک میکند:
- راهکارهای موثر برای کاهش تولید حرارت در دستگاه CNC
- راهکارهای افزایش طول عمر ابزار برش فرز CNC
- آناتومی مته فرز سی ان سی و ملاحظاتی که در هنگام انتخاب آنها باید داشته باشید
- ماشینکاری فلزات گرانبها و اصولی که باید در مورد آنها بدانید
- فاکتور مهمی که هنگام انتخاب ابزار برش دستگاه سی ان سی باید به آن توجه کنید
- ۸ اشتباهی که منجر به شکست مته فرز CNC می شود
- اگر در کار با فرز سی ان سی تازه کار هستید این موارد را باید رعایت کنید
- راهنمای خرید دستگاه cnc مینیاتوری
- دستگاه cnc مینیاتوری – اعجوبه پرکاربرد و شگفت انگیز
- انواع عملیات فرزکاری که با دستگاه فرز cnc انجام میشود
- ضروری ترین اطلاعاتی که برای کار با فرز cnc باید بدانیم
- فرز cnc دست دوم را کجای کارگاه به کار ببریم؟
- دستگاه cnc آلومینیوم و حقایقی که احتمالاً در مورد آن نمی دانستید
منبع: harveyperformance