
یکی از مهمترین فاکتورهایی که روی عملکرد ابزار برشی تاثیر گذار است، آناتومی مته فرز سی ان سی است که هر قسمت از آن به طور مستقیم یا غیر مستقیم روی روند برش تاثیر می گذارد. وقتی که در نگاه اول به یک مته معمولی نگاه می کنید، چیزی جز یک سازه معمولی کوچک نمی بینید. اما در هر قسمت از این ابزار تغییراتی به وجود آمده که کارکرد آن را تحت تاثیر قرار می دهد و حتی نحوه برش را هم تعیین می کند.
بنابراین برای کسانی که به فکر کار با دستگاه فرز سی ان سی هستند، در ادامه به معرفی آناتومی مته فرز سی ان سی خواهیم پرداخت که جزئیات هر کدام از آنها میتواند روی انتخاب گزینه نهایی شما تاثیر گذار باشد.
نقش تعداد شیار در آناتومی مته فرز سی ان سی
تعداد شیار یا تعداد فلوت آسان ترین معیاری است که می توان برای تشخیص انواع مته فرز سی ان سی از آن استفاده کرد. این شیار ها به صورت مارپیچی و عمیق در بدنه ابزار هستند که امکان جدا کردن بدنه قطعه کار به صورت تراشه و در نهایت تخلیه آن را فراهم می کنند. در حقیقت شیار ها بخشی از آناتومی مته فرز سی ان سی هستند که اجازه می دهند قسمتهای مختلف آن برای برشکاری و ماشینکاری استفاده شوند.
یکی از ملاحظاتی که به هنگام انتخاب ابزار برشی باید لحاظ شود، تعداد شیار است. به طور کلی، هرچه تعداد شیار مته کمتر باشد، اندازه دره شیار بزرگتر خواهد بود و این خلاء بر استحکام و ابزار تاثیر می گذارد. اما در طرف مقابل امکان ایجاد تراشه های بزرگ یا ایجاد برش های عمیق و سنگین را فراهم میآورند و به همین دلیل برای مواد نرم مانند آلومینیوم ها ایده آل هستند. این در حالی است که هنگام ماشین کاری روی مواد سخت تر مانند فولاد، استحکام مته در اولویت است و به همین دلیل تعداد شیار بالاتر و عمق آن کمتر می شود.

پروفایل مته
پروفایل مته به قسمت انتهایی ابزار برش اشاره دارد و معمولاً در سه شکل مربعی شکل، شعاعی و زاویه دار تقسیم بندی می شوند. نقش این قسمت در آناتومی مته فرز سی ان سی بسیار مهم است و شکل برشی نهایی را تعیین می کند:
- پروفایل مربعی شکل: این مورد را با وجود گوشه های تیز در هر کدام از شیارهای مته می توان تشخیص داد که معمولاً زاویه ۹۰ درجه دارند.
- پروفایل شعاعی: در این طراحی معمولاً گوش ها تیز هستند و به طور یکنواخت در یک شعاع خاص حرکت میکنند. این طراحی برای بدنه مته فرز سی ان سی منجر به طولانی شدن عمر ابزار برش و در نتیجه جلوگیری از ساییدگی بدن یا محل برش آن می شود.
- پروفایل زاویه ای: این نوع طراحی بیشتر شکلی هستند که قسمت انتهایی آنها صاف نیست و یک حالت توپی شکل در آن دیده می شود.
این یعنی تکنسین دستگاه سی ان سی باید به خوبی تشخیص دهد که نوع برش آن به چه صورت است و کدام یک از این طراحی ها بهترین انتخاب ممکن برای برش کاری هستند.
قطر برش
قطر برش اولین چیزی است که تکنسین دستگاه هنگام انتخاب ابزار برشی به دنبال آن می گردد. قطر یک دایره فرضی به صورت چرخشی حول مته فرز سی ان سی را نشان می دهد که در حقیقت خارجی ترین قطر آن است. در مورد قطر برش در آناتومی مته فرز سی ان سی چند نوع قطر متفاوت داریم:
قطر شنک (Shank Diameter)
این قطر در حقیقت عرض قسمت شنک یا انتهای غیر برشی ابزار برشی را نشان میدهد که توسط سه نظام نگه داشته میشود. در حقیقت تکنسین برای اطمینان از متناسب بودن ابزار نگهدارنده با ابزار برشی از این معیار استفاده می کند. این قطر نشان می دهد که نگهدارنده می تواند چه قطر هایی را نگه دارد و تحمل آن در چه اندازهای است.
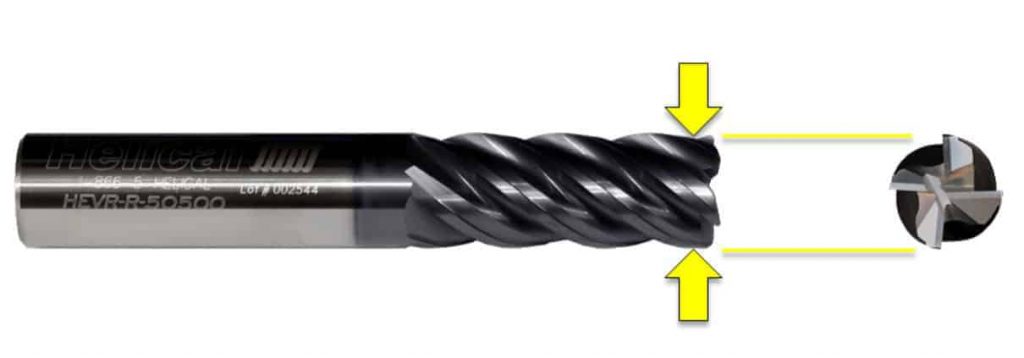
طول کلی (OAL) و طول برش (LOC)
بررسی طول ابزار برشی در آناتومی مته فرز سی ان سی چندان سخت نیست و فقط اندازه گیری بین دو انتهای محوری ابزار است. طول کلی همانطور که در تصویر نشان داده شده در حقیقت اندازه کلی ابزار است. این در حالی است که طول برش قسمتی را نشان میدهد که میتوان از آن برای برشکاری استفاده کرده و دستگاه بیشتر از آن نمیتواند روند برش را ادامه دهد.
از دیگر مواردی که به هنگام انتخاب مته باید به آن توجه داشته باشیم، قسمت انتهایی آن است که هیچ گونه شیاری ندارد و اصطلاحاً تحت عنوان طول گردن شناخته می شود. اندازه این قسمت در فرایند تخلیه تراشه به هنگام سوراخکاری یا حتی هنگام نگهداری مته توسط سه نظام دستگاه سی ان سی نقش مهمی دارند و باید بین آن و عملکرد ما هماهنگی وجود داشته باشد.

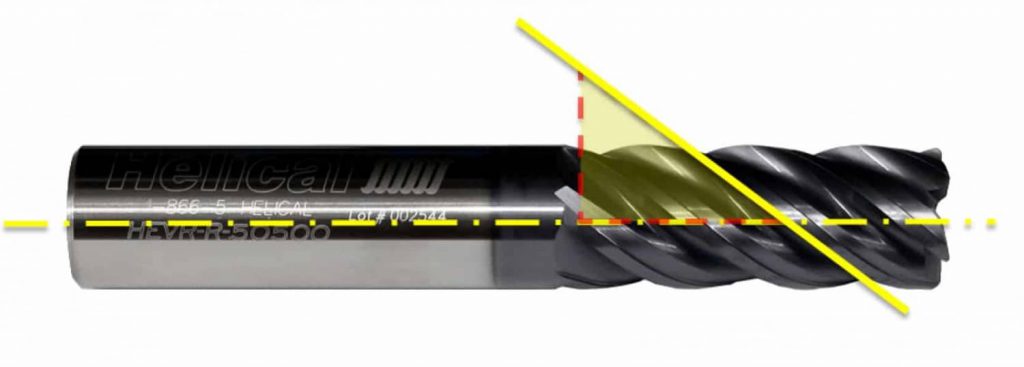
زاویه Helix
این زاویه که تحت عنوان زاویه مارپیچی هم شناخته می شود، اندازه زاویه حرکت شیار نسبت به خط مرکزی داخل مته را نشان میدهد. معمولاً هر چه اندازه زاویه مارپیچی کوچک تر باشد برای عملیات های خشن و برای سوراخکاری کاربرد دارند. این در حالی است که بالابردن زاویه مارپیچ از ۴۰ درجه منجر به ایجاد برش های ریز به هنگام سوراخ کاری شده و طبیعتاً برش های آن بسیار نرم و لطیف تر خواهد بود.
همین الان آناتومی مته فرز سی ان سی را در ذهن خود مرور کنید، اگر زاویه مارپیچی کمتر از ۳۵ درجه باشد، یعنی لبه های برشی و آنها به یکدیگر نزدیکتر شده و این برای برش فلزات سخت ایدهآل است. در ضمن برش به دست آمده بسیار لطیف تر و منظم تر بوده و این در کار روی فلزات سخت بهترین انتخاب است.
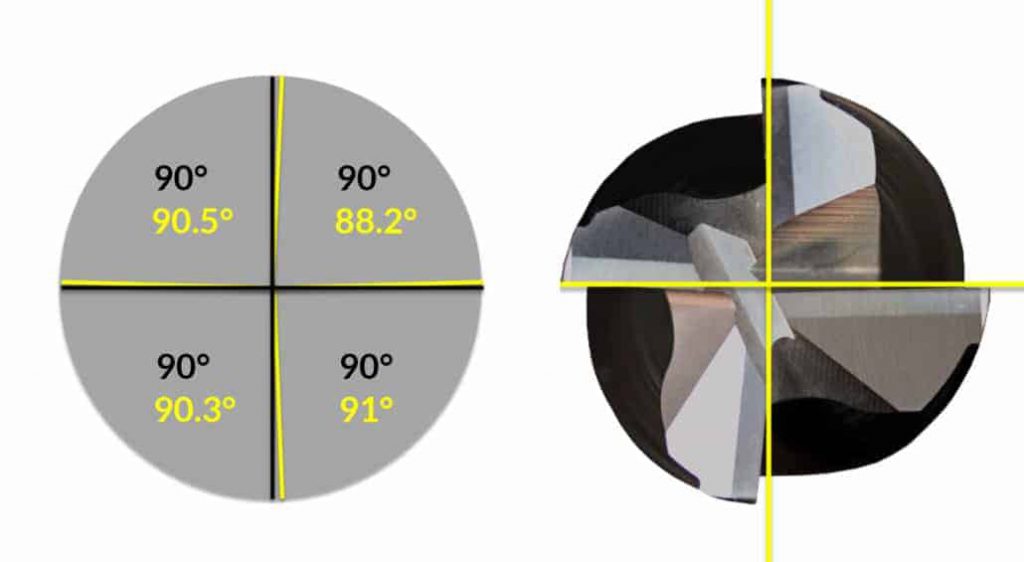
زاویه Pitch
این زاویه میزان جداسازی شعاعی بین لبه های برش در یک نقطه معین در طول ابزار برشی را نشان می دهد و بیشتر در قسمت انتهایی ابزار برشی دیده می شود. مثلاً اگر همین الان به تصویر داده شده زیر توجه کنید بار نصب خطوط مرکزی مته به راحتی می توانید متوجه شوید که تفاوت آن ها در برخی قسمتها تنها ۱ درجه و در برخی قسمت ها حتی کمتر هم هست. وجود این متغیرها در آناتومی مته فرز سی ان سی به طور مستقیم روی عملکرد آن تاثیر میگذارد و هماهنگ شدن آن با تعداد شیارها باعث میشود که هر ابزار برای یک نوع نگرش خاص انتخاب شود.
اهمیت شکل ظاهری قسمت برش در آناتومی مته فرز سی ان سی
اگرچه مهم ترین فاکتور ها برای تشخیص تفاوت بین ابزارهای برشی، بندهای فنی و موارد قبلی هستند، اما باید قبول کنیم که شکل ابزار برشی نهایی ترین گزینه در نحوه برش است. این یعنی برخی از این مته ها به طور اختصاصی برای سوراخکاری طراحی شدهاند و برخی از آنها برای حکاکی و نشانه گذاری. به همین دلیل وقتی که شما به عنوان تکنسین از یک دستگاه برای یک هدف خاص استفاده می کنید، باید با در نظر گرفتن اهداف خود از ماشینکاری به دنبال بررسی کردن آناتومی مته فرز سی ان سی باشید تا گزینه انتخابی با هدف شما همخوانی داشته باشد.
امیدواریم این مطلب راهنمای خوبی برای شما در انتخاب ابزار برشی باشد، اما می توانید از مطالب زیر هم به عنوان راهنما کمک بگیرید:
- ماشینکاری فلزات گرانبها و اصولی که باید در مورد آنها بدانید
- فاکتور مهمی که هنگام انتخاب ابزار برش دستگاه سی ان سی باید به آن توجه کنید
- ۸ اشتباهی که منجر به شکست مته فرز CNC می شود
- اگر در کار با فرز سی ان سی تازه کار هستید این موارد را باید رعایت کنید
- راهنمای خرید دستگاه cnc مینیاتوری
- دستگاه cnc مینیاتوری – اعجوبه پرکاربرد و شگفت انگیز
- انواع عملیات فرزکاری که با دستگاه فرز cnc انجام میشود
- ضروری ترین اطلاعاتی که برای کار با فرز cnc باید بدانیم
- فرز cnc دست دوم را کجای کارگاه به کار ببریم؟
- دستگاه cnc آلومینیوم و حقایقی که احتمالاً در مورد آن نمی دانستید
منبع: harveyperformance